

精密鑄造中的缺陷分析(3)
模料及制模工藝對鑄件尺寸影響:蠟模尺寸偏差主要由于制模工藝不穩定而造成的,如合模力大小、壓蠟溫度、壓注壓力、保壓時間、壓型溫度、開型時間、冷卻方式、室溫等因素波動而造成蠟模尺寸偏差。壓蠟溫度越高,蠟模線收縮率越大。壓注壓力對蠟模線收縮影響也較大,對大多數模料而言,壓注壓力越大,線收縮率越小。壓注壓力在0.1-0.4MPa范圍內變化時,蠟模線收縮變化最為明顯。壓制蠟模時保壓時間越長,線收縮越小。壓型
后臺-營銷-SEO-頭部優化文字處修改
 聯系電話
0546-7780533
聯系電話
0546-7780533
 價格優惠
價格優惠
 品質保障
品質保障
 優質服務
優質服務
 設備齊全
設備齊全


誠實、務實、敬業、創新
以強有力的技術支持為廣大用戶提供技術先進的產品和周到的服務!
































—— About ——
資本、人才、科技,構筑“科力”品牌

較強的生產規模
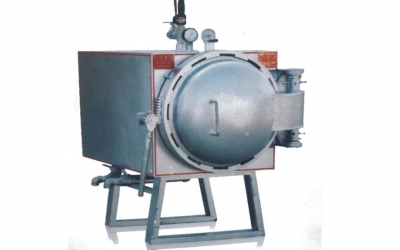
涵蓋蠟模成型、制殼、脫蠟、焙燒、脫殼、后整理等各工序所需配套精鑄設備
科力精鑄設備
卓越的產品質量
從研發設計、生產制造和質量檢測各環節保證了高品質精密鑄造設備出廠
科力精鑄設備
完善的配套服務
提供精鑄項目咨詢、現場考察、工藝、平面布局和精鑄設備配套方案服務
科力精鑄設備
優質的售后服務
提供精密鑄造設備故障咨詢、售后維修和升級改造合理化建議等售后服務
科力精鑄設備一. 熔模制造的工藝過程:模具設計-模具制造-壓制蠟模-組合模組-制殼-脫蠟-模殼焙燒-澆注-清殼-鑄件切割-噴砂清理-整形-加工-(拋光)-檢驗出貨二.???熔模鑄造的特點:?????一般來講可將熔模鑄造的特點歸納為三點:使用易熔模,不用開型起模,無分型面;采用涂料漿制型殼,涂層對易熔模復印性好;熱殼澆注,金屬液充型
模料及制模工藝對鑄件尺寸影響:蠟模尺寸偏差主要由于制模工藝不穩定而造成的,如合模力大小、壓蠟溫度、壓注壓力、保壓時間、壓型溫度、開型時間、冷卻方式、室溫等因素波動而造成蠟模尺寸偏差。壓蠟溫度越高,蠟模線收縮率越大。壓注壓力對蠟模線收縮影響也較大,對大多數模料而言,壓注壓力越大,線收縮率越小。壓注壓力在0.1-0.4MPa范圍內變化時,蠟模線收縮變化最為明顯。壓制蠟模時保壓時間越長,線收縮越小。壓型
| 91av国产在线,亚州AV高清无码在线,中文字幕一区二区精品日韩欧美,国产精品视频一区二区三区在,久久精品99久久国产香蕉欧美 | 白领人妻系列第26部分阅读 | 国产精品亚洲LV粉色 | 日韩精品久久久肉伦网站 | 欧美精品国产综合久久 | 欧美怡春院一区二区三区 |
| 安陆市 | 胶南市 | 安西县 | 广元市 | 梁山县 | 庄浪县 |
| 策勒县 | 房山区 | 贡嘎县 | 嵩明县 | 十堰市 | 莒南县 |
| 西宁市 | 厦门市 | 中牟县 | 闽侯县 | 泽库县 | 苗栗市 |